Tubes Étirés À Froid Et Laminés De Haute Précision
En ce qui concerne la production de tubes en acier inoxydable utilisant la méthode d’étirage à froid pour les tubes soudés, leurs performances et les données des mesures d’essai montrent qu’ils peuvent remplacer entièrement Les Tubes En Acier Inoxydable sans soudure.
Les tolérances de circularité, les diamètres intérieurs et extérieurs des tubes sont plus précis. Cela permet d’éviter les défauts observés dans les tubes sans soudure, où un côté est plus épais et l’autre plus fin.
La dureté des tubes peut être choisie en fonction du processus de production, ce qui permet des ajustements flexibles pour répondre aux exigences en matière d’utilisation des matériaux ou d’assemblage.
Les tubes étirés à froid peuvent supporter une pression interne (testée par éclatement hydraulique) suffisante pour atteindre ou dépasser la capacité de pression interne des tubes sans soudure.
Il élimine complètement les défauts des tubes en acier inoxydable sans soudure, tels que les poches d’air, les laminages, l’écaillage et les inclusions de scories qui peuvent apparaître dans Les Matières Premières.
Les bandes d’acier proviennent de grandes entreprises, ce qui garantit que le matériau est entièrement conforme aux normes nationales/internationales et qu’il conserve sa stabilité et sa cohérence.
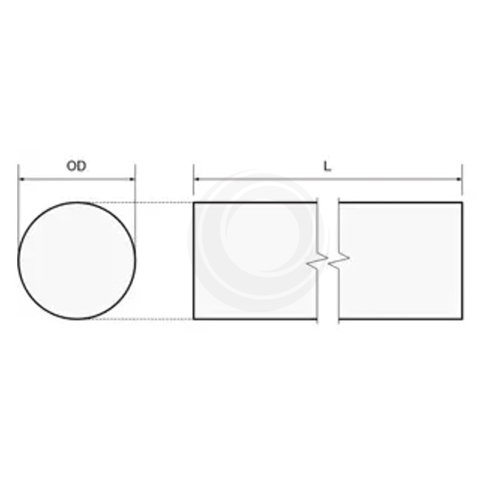
Données de mesure pour les Tubes Étirés À Froid Et Laminés De Haute Précision
Tolérance sur le diamètre extérieur (inférieur à 12,0 mm) : +/- 0,015 mm.
Tolérance sur le diamètre intérieur (inférieur à 11,0 mm) : +/- 0,02 mm.
Arrondi dans une fourchette de 0,02 mm.
Faux-rond radial dans une fourchette de 0,02 mm.
Tolérance de rectitude dans les 1/1000 mm.
Dureté - peut être contrôlée en fonction des exigences techniques, avec des valeurs de dureté HV dans une fourchette de +/- 20.
Le tube résiste à des essais de pression interne (essai d’éclatement hydraulique) supérieurs à 50 MPa.
L’épaisseur du joint de soudure après l’étirage à froid est conforme à l’épaisseur de la paroi du tube.
L’épaisseur du joint de soudure après l’étirage à froid est conforme aux essais de corrosion ponctuelle et aux essais au spray salin du matériau du tube.
Les propriétés mécaniques du tube après étirage à froid sont conformes à diverses normes internationales.
Processus de Production des Tubes en Acier Inoxydable par Étirage et Laminage de Précision
Utilisez le laser pour souder es bandes d’acier en tuyaux. Le joint de soudure interne du tube soudé doit avoir une hauteur supérieure à l’épaisseur de la bande d’acier d’origine dans une fourchette de 0,05+/-0,01 mm. L’augmentation de l’épaisseur du joint de soudure améliore sa résistance mécanique.
Le point de fusion de l’acier inoxydable (SUS304) est de 1650 degrés, alors que la température maximale utilisée pour le soudage au laser est de 8500 degrés (selon les normes internationales de soudage au laser). Ainsi, en utilisant le soudage au laser comme méthode de traitement, la température est suffisante pour transformer les extrémités de la bande d’acier de solide à liquide, puis à nouveau stable après refroidissement.
La clé de la production de tubes de précision réside dans le traitement du joint de soudure. Après plusieurs cycles d’extrusion et de recuit de mise en solution du joint de soudure, la performance au niveau du joint de soudure peut être rendue cohérente avec celle de la bande d’acier. Pendant le processus de soudage, la hauteur et la saturation du joint de soudure sont contrôlées afin d’obtenir une soudure de haute résistance. La hauteur du joint de soudure est comprise entre 0,05+/-0,01 mm, et la largeur du joint de soudure interne est assurée d’être sur la même ligne uniforme. Le traitement de nivellement interne du joint de soudure est réalisé sans oxydation des joints de soudure intérieurs et extérieurs. La hauteur du joint de soudure est réduite de 0,02 à 0,03 mm par rapport à l’épaisseur de la bande d’acier grâce au nivellement interne et à l’extrusion. Remarque : En ce qui concerne le soudage des tuyaux, pour les tuyaux ferritiques soudés en quatre séries, les tuyaux austénitiques épais en trois séries (d’une épaisseur supérieure à 0,8 mm) et les tuyaux en alliage à haute teneur en nickel en huit séries, le soudage au laser offre une meilleure résistance que le soudage à l’arc à l’argon.
La méthode d’étirage à froid des tuyaux implique un processus d’extrusion à froid qui réduit simultanément les diamètres extérieur et intérieur des tuyaux. La filière extérieure est utilisée pour diminuer le diamètre extérieur, en passant d’une taille plus grande à une taille plus petite. Le mandrin situé à l’intérieur du tuyau est utilisé pour amincir l’épaisseur du tuyau, réduisant simultanément l’épaisseur du joint de soudure pour qu’elle corresponde à celle du tuyau, passant ainsi d’épais à mince. Le diamètre extérieur, l’épaisseur et les propriétés mécaniques du tube sont constants grâce à des cycles répétés d’étirage à froid, de traitement de recuit, d’étirage à froid et de traitement de recuit (remarque : les tubes soudés au laser peuvent réduire le nombre d’étapes de traitement d’étirage à froid).
La dureté des tubes peut être ajustée par le processus de production de l’étirage à froid et le traitement de recuit.

 MATIÈRES PREMIÈRES --- Tous Les Tubes --- Tube En Acier Inoxydable --- Tube Étiré À Froid Et Laminé De Haute Précision
MATIÈRES PREMIÈRES --- Tous Les Tubes --- Tube En Acier Inoxydable --- Tube Étiré À Froid Et Laminé De Haute Précision