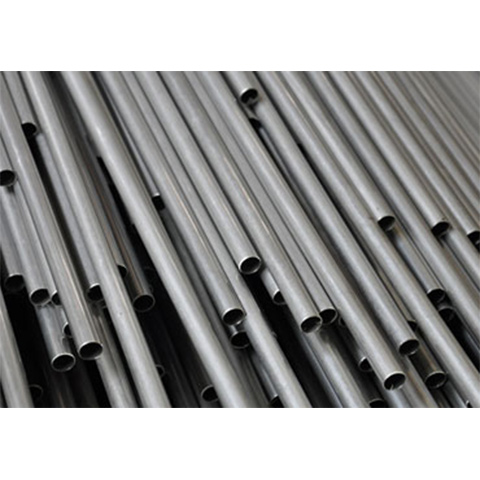
Tubi laminati di alta precisione trafilati a freddo
Per quanto riguarda la produzione di tubi in acciaio inossidabile utilizzando il metodo della trafilatura a freddo per tubi saldati, le loro prestazioni e i dati delle misurazioni di prova mostrano che possono sostituire completamente I Tubi In Acciaio Inossidabile senza saldatura.
Le tolleranze di rotondità dei diametri interno ed esterno dei tubi sono più elevate in termini di precisione. Ciò previene i difetti riscontrati nei tubi senza saldatura, dove un lato è più spesso mentre l'altro è più sottile.
La durezza dei tubi può essere scelta in base al loro processo di produzione, consentendo regolazioni flessibili per soddisfare l'utilizzo del materiale o i requisiti di assemblaggio.
I tubi trafilati a freddo possono sopportare una pressione interna (testata con scoppio idraulico) sufficiente a raggiungere o superare la capacità di pressione interna dei tubi senza saldatura.
Elimina completamente i difetti nei tubi in acciaio inossidabile senza saldatura, come sacche d'aria, laminazioni, peeling e inclusioni di scorie che possono apparire nelle Materie Prime.
Le strisce di acciaio provengono da grandi aziende, garantendo che il materiale sia pienamente conforme agli standard nazionali/internazionali e mantenga stabilità e coerenza.
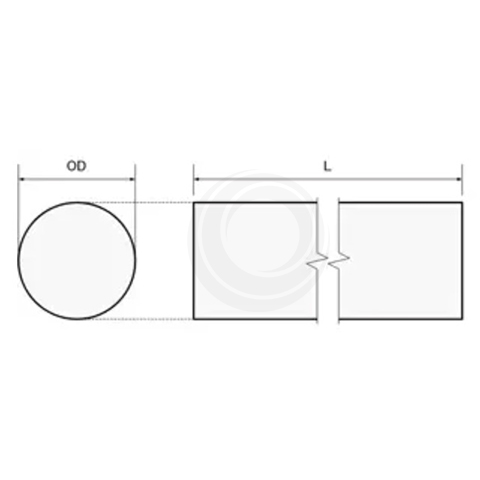
Dati di misurazione per tubi trafilati a freddo e laminati di precisione
Tolleranza diametro esterno (inferiore a 12,0 mm): +/- 0,015 mm.
Tolleranza diametro interno (inferiore a 11,0 mm): +/- 0,02mm.
Rotondità entro un range di 0,02mm.
Fuori centraggio radiale entro un range di 0,02mm.
Tolleranza di rettilineità entro 1/1000 mm.
Durezza: può essere controllata in base ai requisiti tecnici, con valori di durezza HV entro un intervallo di +/- 20.
Il tubo resiste a test di pressione interna (test di scoppio idraulico) superiori a 50 Mpa.
Lo spessore della giunzione di saldatura dopo la trafilatura a freddo è coerente con lo spessore della parete del tubo.
Lo spessore del cordone di saldatura dopo la trafilatura a freddo è coerente con la prova di corrosione puntuale e la prova di nebbia salina del materiale del tubo.
Le proprietà meccaniche del tubo dopo la trafilatura a freddo sono conformi a vari standard internazionali sui materiali.
Processo di produzione di tubi in acciaio inossidabile per trafilatura e laminazione di precisione
Usare il laser per saldare le strisce di acciaio nei tubi. Il requisito per il cordone di saldatura interno del tubo saldato è quello di avere un'altezza più significativa dello spessore del nastro di acciaio originale di un intervallo di 0,05+/- 0,01mm. L'aumento dello spessore del cordone di saldatura ne aumenta la resistenza meccanica.
La temperatura del punto di fusione dell'acciaio inossidabile (SUS304) è di 1650 gradi, mentre la temperatura massima utilizzata nella saldatura laser è di 8500 gradi (in base agli standard internazionali di saldatura laser). Pertanto, utilizzando la saldatura laser come metodo di lavorazione, la temperatura è sufficiente per trasformare le estremità del nastro di acciaio da solido a liquido e poi di nuovo a stabile dopo il raffreddamento.
La chiave per la produzione di tubi di precisione sta nel trattamento del cordone di saldatura. Dopo molteplici cicli di estrusione e ricottura in soluzione del cordone di saldatura, le prestazioni nella regione del cordone di saldatura possono essere rese coerenti con quelle del nastro di acciaio. Durante il processo di saldatura, l'altezza e la saturazione del cordone di saldatura vengono controllate per ottenere un'elevata resistenza alla saldatura. L'altezza del cordone di saldatura è compresa nell'intervallo di 0,05+/-0,01mm e la larghezza del cordone di saldatura interno è garantita per essere sulla stessa linea uniforme. Il trattamento di livellamento interno del cordone di saldatura viene eseguito senza ossidazione dei cordoni di saldatura interni ed esterni. L'altezza del cordone di saldatura è ridotta da 0,02 a 0,03mm rispetto allo spessore del nastro di acciaio attraverso il livellamento interno e l'estrusione. Nota: nella saldatura effettiva di tubi, per quattro serie di tubi saldati ferritici/3 serie di tubi di spessore austenitico (con uno spessore superiore a 0,8 mm)/8 serie di tubi in lega ad alto nichel, la saldatura laser produce prestazioni di resistenza alla saldatura migliori rispetto ai tubi saldati ad arco di argon.
Il metodo di trafilatura a freddo per tubi prevede un processo di estrusione a freddo che riduce contemporaneamente i diametri esterno e interno dei tubi. Lo stampo esterno viene utilizzato per ridurre il diametro esterno, passando da dimensioni più grandi a dimensioni più piccole. Il mandrino all'interno del tubo viene utilizzato per assottigliare lo spessore del tubo, riducendo contemporaneamente lo spessore del cordone di saldatura in modo che corrisponda a quello del tubo, passando da spesso a sottile. Il diametro esterno, lo spessore e le proprietà meccaniche del tubo sono coerenti attraverso cicli ripetuti di lavorazione con trafilatura a freddo, trattamento di ricottura, trafilatura a freddo e trattamento di ricottura (nota: i tubi saldati al laser possono ridurre il numero di fasi di lavorazione con trafilatura a freddo).
La durezza dei tubi può essere regolata attraverso il processo produttivo di trafilatura a freddo e trattamento di ricottura.

 MATERIE PRIME --- Tutti I Tubi --- Tubo In Acciaio Inossidabile Con O Senza Cucitura --- Tubo Trafilato A Freddo E Laminato Ad Alta Precisione
MATERIE PRIME --- Tutti I Tubi --- Tubo In Acciaio Inossidabile Con O Senza Cucitura --- Tubo Trafilato A Freddo E Laminato Ad Alta Precisione